|
Трубы компании «FIRAT» марки «TIG»: металлопластиковые |
||
|
Компания-производитель:
|
Страна происхождения: Турция |
Сертификат соответствия: РОСС IT. Сертификат ISO 9001 |
Профессиональные строители-монтажники и частные застройщики для устройства на своих объектах инженерных систем имеют широкий выбор трубопроводных изделий. Если в не таком далеком прошлом выбор труб в основном осуществлялся из стальных изделий: черных и оцинкованных, то в настоящее время можно выбирать не только из ассортимента стальных или медных труб. Так, например, на российском рынке трубопроводной продукции широко представлены трубы из пластика: полипропилена, обычного или сшитого полиэтилена – разных производителей, в том числе и компании «FIRAT».
Трубы, изготовленные из простого полиэтилена (HDPE), используются для устройства трубопроводных систем транспортировки рабочей среды температурой до 50°С. Однако в системе собранной из этого типа труб даже при этой температуре рабочей среды имеются существенные ограничения по давлению. В отличие от труб из простого полиэтилена изделия из поперечно сшитого полиэтилена имеют хорошую устойчивость к высоким температурам. Вследствие этого они могут применяться для устройства трубопроводных систем транспортировки рабочей среды температурой до 95°С. Кроме того срок службы этих труб, применяемых для холодного и горячего водоснабжения, в принципе сопоставим со сроком эксплуатации труб из металла.
Таким образом, сшитый полиэтилен – это современный производственный материал, который является оптимальным вариантом для изготовления труб высокого качества. По своим техническим показателям этот материал максимально отвечает всем требованиям строительных нормативных документов для устройства и эксплуатации систем отопления. Трубы из сшитого полиэтилена также удовлетворяют гигиеническим требованиям, в том числе российских санитарных правил и норм, по устройству питьевого водоснабжения, как в многоквартирных зданиях, так и в частных загородных домах. При этом трубы из сшитого полиэтилена превосходно переносят максимальные нагрузки, периодически возникающие в трубопроводных системах.
Сшивка полиэтилена подразумевает соединение между собой длинных продольных полимерных молекул поперечными связями в прочную пространственную трехмерную структуру. Полиэтилен, сшитый по какой-либо технологии, маркируется аббревиатурой «PE-X», где буква «Х» обозначает сшивку. В настоящее время компании-производители труб из сшитого полиэтилена (PE-X) применяют следующие четыре технологии образования продольно-поперечных связей между молекулами материала:
1. азотный способ;
2. пероксидный способ;
3. физический (радиационный) способ;
4. силановый способ – полиэтилен «PE-ХB»,
По азотной технологии коэффициент сшивки материала составляет 65% – полиэтилен «PE-XD». В виду несовершенной технологии этот способ сшивки применяется незначительно.
По пероксидной технологии коэффициент сшивки материала составляет 75% – полиэтилен «PE-XE». Этот способ сшивки самый дорогой, да и скорость изготовления труб составляет всего 8 пм/мин (погонных метров в минуту).
Физический или иначе радиационный метод не является идеальным, поскольку толща облучаемого при этом материала существенно притупляет гамма-излучение. В результате физической сшивки у полиэтилена «PE-ХC» получается неравномерная структура с невысокой степенью сшивания – всего 60%. Трубы из этого материала при низком температурном режиме обладают невысоким порогом устойчивости. Помимо всего прочего, это жесткие изделия, работа с которыми несколько усложняется.
Силановый способ сшивки полиэтилена – наиболее распространен, чем все остальные вместе взятые. В результате этого метода получают полиэтилен «PE-ХB» с коэффициентом сшивки 65%.Полиэтиленовая труба из сшитого по этой технологии полиэтилена изготавливается со скоростью 60 пм/мин, что, конечно же, сказывается на конечной цене продукта. Физико-химические и тепловые характеристики сшитого по методу Силана полиэтилена представлены в таблице №1.
Таблица 1.
|
Физико-химические характеристики сшитого полиэтилена РЕ-Хс |
||
|
Параметр |
Ед. изм. |
Величина |
|
Плотность материала РЕ-Хb |
г/см³ |
0,950 |
|
Прочность на разрыв |
МПа (кгс/см²) |
290-300 |
|
Относительное удлинение при разрыве |
% |
500-600 |
|
Степень сшивки |
% |
≥ 65 |
|
Тепловые характеристики |
||
|
Температура эксплуатации |
°С |
до +95 |
|
Температура начала деформации |
°С |
135 |
|
Коэффициент линейного расширения |
мм/(м × °С) |
0,15 |
|
Коэффициент теплопроводности |
ккал/(м × час× °С) |
0,37 |
Все четыре способа сшивки структуры полимерного материала, конечно же, отличаются друг от друга, но для обычного потребителя это не имеет никакого значения, поскольку качественные трубы имеют примерно одинаковые рабочие параметры, вне зависимости от технологии сшивки.
Следует отметить, что трубы из сшитого полиэтилена в отличие от труб из обычного приобретают так называемый «эффект памяти формы» – свойство восстанавливать после нагрева исходную форму, если она была до этого деформирована, например труба была согнута и/или смята. Как недостаток нужно отметить, что трубы из сшитого полиэтилена в сравнении с изделиями из того же простого полиэтилена нельзя при монтаже соединить по технологии сварки. Это обусловлено тем, что у сшитого полиэтилена пропадает способность свариваться. Трубы из сшитого полиэтилена PE-X, в том числе металлопластиковые, можно соединить между собой и с другими элементами трубопроводной системы только механическим способом – посредством использования фитингов, например типа изделий под холодную опрессовку или под обжатие – компрессионного вида. При этом трубы из полиэтилена, произведенные методом молекулярной сшивки, по сравнению с медными, стальными или полипропиленовыми трубами имеют ряд преимуществ, а именно:
· стойкость к механическим воздействиям;
· кислородонепроницаемость;
· стойкость к воздействию ультрафиолета;
· способность запоминать и восстанавливать форму;
· простота и надежность монтажа;
· универсальность при устройстве любой автономной системы;
· экономичность, меньшая стоимость по сравнению с другими типами труб;
· гарантийный срок эксплуатации составляет до 50 лет.
Трубы из сшитого полиэтилена «PE-X» обладают достаточной термоустойчивостью, что отличает эти изделия от труб из обычного полиэтилена. Вот поэтому трубы из сшитого полиэтилена целесообразно использовать для устройства, как холодного, так и горячего питьевого водоснабжения, как традиционного (радиаторного), так и напольного отопления по системе «теплый пол».
Однако главное преимущество полимерных труб из сшитого полиэтилена – это стойкость к воздействию химически активных веществ и образованию коррозии. Помимо этого полиэтиленовые трубы обладают гладкой с низким коэффициентом шероховатости внутренней поверхностью, что защищает стенки изделий от образования накипи, известковых и иных отложений. Трубы из обычного РЕ и сшитого PE-X полиэтилена обладают достаточной экологичностью и гигиеничностью, не выделяют вредных веществ и запахов, а также не изменяют вкусовых качеств питьевой воды.
|
|
|
Рис.1. Устройство металлопластиковой трубы «TIG »: 1. внутренний слой из сшитого полиэтилена «PE- ХB»; 2. клеевой слой; 3. слой из алюминия; 4. клеевой слой; 5. наружный защитный слой из сш #1080;того полиэтилена «PE- ХB». |
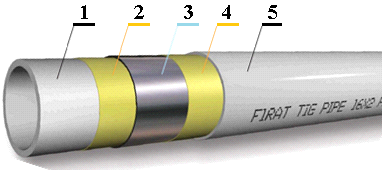
Специалистами турецкой компании «FIRAT» разработана, запущена в производство и поставляется на рынок продукции сантехнического назначения экономичная, новаторская,- в полном смысле этого слова,- трубопроводная система марки «TIG» из сшитого полиэтилена. Система «TIG» – это формостабильная металлопластиковая труба из сшитого по силановому способу полиэтилена «PE-ХB». Трубы «TIG», производятся по особой технологи, в которой совместились уникальные особенности пластика и металла. По конструкции металлопластиковая труба марки «TIG» компании «FIRAT», как и металлопластиковые трубы других производителей, состоит из пяти слоев (рис.1).
Внутренний слой трубы выполнен из сшитого полиэтилена – «PE- ХB», который обеспечивает достаточно высокую сопротивляемость как механическим, так и температурным, а также химическим воздействиям. Кроме того изготовленная из сшитого полиэтилена внутренняя «труба», которая имеет непосредственный контакт с рабочей средой, обладает высокими гигиеничными свойствами, не выделяет вредных веществ и запахов, а также не изменяет вкусовых качеств питьевой воды. Гладкая с минимальной шероховатостью поверхность внутреннего слоя трубы «TIG» предотвращает образование осадка, следов ржавчины от металлических (стальных) деталей системы, устойчива к образованию коррозии.
Внешняя защитная оболочка трубы «TIG» из сшитого полиэтилена – «PE- ХB» противостоит внешним механическим воздействиям, обеспечивает превосходную изоляцию алюминиевого слоя и имеет ровную поверхность. Внешний слой предотвращает возникновение коррозии, которая может возникнуть на алюминиевом слое трубы «TIG» от воздействия строительных материалов, например штукатурного раствора или извести при заделке труб в конструкции здания.
Газонепроницаемый алюминиевый слой, расположенный между слоями из сшитого полиэтилена, прежде всего, является препятствием на пути проникновения кислорода в транспортируемые по трубам рабочие среды. Наличие диффузионного барьера в металлопластиковых трубах в виде слоя алюминиевой фольги – это отличное техническое решение, позволяющее надежно защитить от агрессивного воздействия кислорода дорогостоящие и ответственные элементы систем отопления, такие как радиаторы, насосы, теплообменники и котлы (рис.1).
|
|
|
|
Металлопластиковая труба |
Металлопластиковая труба «TIG» |
|
Рис.2. Газопроницаемость труб из сшитого полиэтилена |
|

Кроме того алюминиевый слой предназначается для усиления конструкции трубы, причем способствует существенному снижению линейного расширения металлопластиковой трубы при нагревании. Алюминий выбран в качестве газонепроницаемого диффузионного барьера, в том числе для кислорода, в конструкции металлопластиковой трубы марки «TIG» благодаря его свойствам и характеристикам (табл.2).
Таблица 2.
|
Физико-химические характеристики алюминия |
||
|
Параметр |
Ед. изм. |
Величина |
|
Плотность алюминия |
г/см³ |
2,7 |
|
Прочность при разрыве |
МПа (кгс/см²) |
200-220 |
|
Относительное удлинение при разрыве |
% |
30 |
|
Модуль упругости |
МПа (кгс/см²) |
60000-65000 |
|
Предел пластической деформации |
МПа (кгс/см²) |
110-125 |
|
Тепловые характеристики |
||
|
Коэффициент линейного расширения |
мм/(м × °С) |
0,0234 |
|
Теплопроводность |
ккал/(кг× °С) |
0,217 |
|
Коэффициент теплопроводности |
ккал/(м × час× °С) |
178 |
Алюминиевый газонепроницаемый слой изготавливают из специальной фольги, которая в зависимости от диаметра и типа трубы имеет толщину в пределах от 0,2 до 2,5 мм. Металлопластиковые трубы из сшитого полиэтилена по методу формирования внутренней алюминиевой трубы можно разделить на два типа: сварка алюминиевого слоя «внахлест» и «встык».
В первом случае – при сварке «внахлест» кромки ленты алюминиевой фольги по всей длине соединяют по методу точечно-контактной трехрядной сварки с помощью ультразвука. При этом осуществляется нахлест краев ленты величиной не менее 2,5 мм. Этот спосl#1086;б сварки обеспечивает меньшую, в сравнении со сваркой непрерывной, прочность сварного соединения, поэтому трубы с таким типом сварки менее качественные и более дешевые.
Во втором случае лента алюминиевой фольги обвальцовывается вокруг внутреннего слоя, причем кромки ленты по всей длине стыкуют и сваривают непрерывным швом. Сварка «встык» ведется либо неплавящимся электродом в среде инертного газа по технологии Tungsten Inert Gas – (TIG), либо лазером. Сварка «встык» является наиболее качественным методом, который позволяет получить алюминиевую трубу одинаковой прочности, как в районе сварного шва, так и в любом другом месте. Металлопластиковые трубы с таким типом сварки алюминиевого слоя наиболее качественные и надежные, поэтому и дороже.
Специалисты компании «FIRAT» сварку алюминиевого слоя в своеобразную трубу осуществляют по технологии Tungsten Inert Gas, откуда металлопластиковая труба и получила торговую маркировку – «TIG». Кроме названия типа в маркировке трубы указывается компания-производитель, типоразмер изделия, а также номинальное давление, на которое рассчитана данная труба.
Три основных слоя соединяются между собой в единую металлопластиковую трубу марки «TIG» клеевым составом, имеющим высокую адгезию к обоим материалам. Именно благодаря двум клеевым прослойкам слои из сшитого полиэтилена «PE- Хb» надежно соединяется с алюминиевым слоем, что определяет конечную прочность и долговечность металлопластиковой конструкции.
В результате многослойной конструкции трубы марки «TIG» приобретают следующие свойства:
· устойчивость к температуре;
· работоспособность при высоком давлении;
· низкий коэффициент линейного расширения;
· кислородонепроницаемость;
· стабильность при резком изменении температуры рабочей среды;
· сохранение первоначального вида («эффект памяти формы»);
- незначительная шероховатость поверхности;
· гибкость в широком температурном диапазоне.
Следует также отметить то, что гладкая поверхность внутреннего слоя трубы марки «TIG» уменьшает падение давление на всем протяжении трубопровода, а также не допускает образования осадков различного вида и следов ржавчины. Сшитый полиэтилен обладает отличными теплопроводными свойствами, что обеспечивает сохранение и экономию тепла при горячем водоснабжении и отоплении. Материал «РЕ-Хb» соответствует гигиеническим стандартам для применения в системах транспортировки жидких пищевых продуктов и питьевой воды. Кроме того трубы марки «TIG» можно использовать для транспортировки жидкостей содержащих кислоты, щелочи и углеводороды.
Таким образом, металлопластиковая труба марки «TIG » как бы объединяет в себе функциональные свойства двух составных материалов. От пластика – сшитого полиэтилена труба «TIG » взяла в свой арсенал легкость и гибкость, а от алюминия – стойкость к температурным перепадам. В таблице №3 представлены технические характеристики и формы поставки металлопластиковой трубы марки «TIG».
Таблица 3.
|
Технические характеристики металлопластиковой трубы марки «TIG» |
|||||||||
|
Типоразмер труб |
мм |
14×2,0 |
16×2,0 |
18×2,0 |
20×2,0 |
25×2,5 |
26×3,0 |
32×3,0 |
40×4,0 |
|
Наружный диаметр |
мм |
14 |
16 |
|
20 |
25 |
26 |
32 |
40 |
|
Толщина стенки |
мм |
2 |
2 |
2 |
2 |
2,5 |
3 |
3 |
4 |
|
Внут #1088;енний диаметр |
мм |
10 |
12 |
14 |
16 |
20 |
20 |
26 |
32 |
|
Вес трубы |
кг/пм |
0,102 |
0,115 |
0,125 |
0,145 |
0,220 |
0,260 |
0,340 |
0,550 |
|
Толщина стенки алюминиевой трубы |
мм |
0,2 |
0,2 |
0,25 |
0,25 |
0,35 |
0,35 |
0,45 |
0,5 |
|
Максимальная рабочая температура |
°C |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
95 |
|
Максимальное давление при t=95°C |
МПа |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
Коэффициент линейного расширения |
мм/м°С |
0,025 |
0,025 |
0,025 |
0,025 |
0,025 |
0,025 |
0,025 |
0,025 |
|
Коэффициент теплопроводности |
Вт/мК |
0,43 |
0,43 |
0,43 |
0,43 |
0,43 |
0,43 |
0,43 |
0,43 |
|
Кислородная диффузия |
мг/л |
0,0 |
0,0 |
0,0 |
0,0 |
0,0 |
0,0 |
0,0 |
0,0 |
|
Шероховатость поверхности |
мм |
0,006 |
0,006 |
0,006 |
0,006 |
0,006 |
0,006 |
0,006 |
0,006 |
|
Срок эксплуатации: при t=5°C, PN20 |
лет |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
при t=20°C, PN12,5 |
лет |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
при t=70°C, PN7,1 |
лет |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
при t=95°C, PN10 |
лет |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
Диаметр изгиба трубы |
- |
DN×6 |
DN×6 |
DN×6 |
DN×6 |
DN×6 |
DN×6 |
DN×6 |
DN×6 |
|
Форма поставки – бухта |
м |
100 |
100 |
100 |
100 |
50 |
50 |
50 |
50 |
Кроме того следует отметить, что металлопластиковые трубы марки «TIG» могут эксплуатироваться в диапазоне температур от -100°С до +100°С причем без потери структурных свойств материала. Однако срок службы на запредельных температурах значительно отличается от заявленного значения, а металлические соединительные элементы могу не выдержать заморозки рабочей среды при минусовых температурах.
Качество изготавливаемой в компании «FIRAT» начинается еще на стадии контроля приемки сырья для изготовления труб марки «TIG», металлических фитингов и других элементов трубопроводных систем. Для этого в компании имеется обширная современная лаборатория позволяющая производить анализ поступающего сырья. Контроль качества металлопластиковых труб марки «TIG » («PE-ХB/Al/PE-ХB») производятся с использованием самой последней технологии. Контроль осуществляется во время производства при помощи находящихся на всех производственных линиях ультразвуковых и лазерных измерительных детекторов, которыми совершается полностью автоматизированное измерение диаметра, толщины стенок и овальности трубы. При наличии нестандартных размеров срабатывает звуковая и световая предупредительная сигнализация и дефектное производство предотвращается. Современное оборудование для производства сантехнических изделий позволяет производить высококачественную продукцию.
Металлопластиковые трубы, в том числе и трубы марки «TIG » компании «FIRAT», отличаются от труб однослойных из сшитого полиэтилена уменьшенной величиной коэффициента линейного расширения. Так, например, у труб марки «TIG » он равен 0,025 мм/(м×°С), что по сравнению с величиной 0,15 мм/(м×°С) у однослойных труб – в 6 раз меньше. Прежде всего, это результат применения в конструкции трубы «TIG » алюминиевого слоя, поскольку, как видим, его величина почти равнозначна той, что и у алюминия (табл.2). Однако в уменьшении линейного расширения многослойной металлопластиковой трубы имеется заслуга и клея. Именно два слоя клеевого состава надежно соединяют связку «сшитый полиэтилен/алюминий/сшитый полиэтилен» (PE-ХB/Al/PE-ХB) в единую прочную конструкцию, без возможности какого-то относительного сдвига между собой.
При проектировании и осуществлении монтажа трубопроводов систем отопления и водоснабжения горячей водой, а также каких-то других систем, транспортирующих высокотемпературную рабочую среду, нужно принимать в расчет тепловое удлинение труб, в том числе и из металлопластика. Так, например, при креплении труб к конструкционным элементам здания необходимо обеспечить возможность для изменения длины трубопроводов при тепловом расширении материала. Это особенно касается таких участков как повороты и разветвления трубопровода. Участки с неподвижным креплением труб рекомендуется размещать в середине прямолинейного участка трубопроводной магистрали. В этом случае у труб при температурном расширении имеется возможность для смещения в обе стороны от неподвижного крепления, чем достигается максимальное сглаживание механических напряжений, возникающих из-за теплового расширения. При этом участки скользящего крепления металлопластиковых труб располагают так, чтобы в конечном результате обеспечивалась минимально необходимая длина изгибаемого плеча трубопровода.
При расчете удлинения трубопроводов кроме материала трубы следует учитывать и перепад температур: во время монтажа системы и расчетной для рабочей среды. Чтобы предварительно рассчитать, какое будет абсолютное удлинение трубопровода, например, после ввода его в эксплуатацию, используют простую формулу:
∆L = λ × L × (Tр/с – T).
Где:
· ∆L – удлинение участка трубопровода, мм;
· λ – коэффициент расширения (удлинения) трубы, мм/(м×°С);
· L – длина участка трубопровода, м;
· Tр/с – расчетная или фактическая температура рабочей среды;
· T – температура в помещении во время монтажа.
Так, например, если во время монтажа системы отопления из труб марки «TIG» температура в помещении была +20°С, а планируемая температура рабочей среды +90°С, то при длине трубопровода 20 метров получаем величину его удлинения – 35 мм:
∆L = λ × L × (Tр/с – T) = 0,025×20×(90-20) = 35 мм.
Таким образом, нужно будет предусмотреть компенсацию увеличения длины трубопровода на 35 мм. Во многих случаях для компенсации теплового удлинения труб можно использовать эластичность самого трубопровода. Для этого в местах ответвлений труб требуется правильно расположить точки крепления хомутов, чтобы обеспечивалась достаточная гибкость данного участка инженерной коммуникации. Если прокладка трубопровода не позволяет компенсировать удлинение трубы в достаточной для этого мере, то можно применить компенсаторы «П-образного» типа.
Благодаря высокой степени гибкости трубы системы «TIG» могут применяться на любых строительных объектах. Так, например, при поэтажной разводке систем водоснабжения и отопления зданий монтаж данной системы может осуществляться:
· в обычном жилищном строительстве;
· в строительстве с применением облегченных конструкций;
· под штукатурку;
· в штробах и нишах;
· в бетонных конструкциях;
· с навесной сантехникой.
Следует также отметить и то, что металлопластиковые трубы марки «TIG » при прокладке различных систем инженерных коммуникаций открытым способом не вносят дискомфорта в общий дизайн помещений и не требуют окраски поверхности.
Для монтажа инженерных трубопроводных коммуникаций из труб «TIG» применяются соединительные элементы: пресс-фитинги, компрессионные и компрессионно-резьбовые фитинги. Компания «FIRAT» вкупе с трубам предлагает широкий ассортимент компрессионно-резьбовых фитингов, запорно-регулирующей арматуры и коллекторов из специальной латуни марки MS 58. В соответствии с европейскими стандартами EN 12164 и EN 12165 данная марка латуни может применяться для питьевого водоснабжения. Кроме того она обладает такими свойствами, как длительный срок эксплуатации, высокая устойчивость к износу и коррозии.
Обжимные латунные фитинги компании «FIRAT» компрессионного типа обеспечивают надежное и герметичное соединение труб и фитингов в единую систему при помощи обычного гаечного ключа. Главным преимуществом данного соединения является и то, что в случае необходимости замены дефектного изделия имеется возможность демонтажа любого компрессионного соединения. Среди преимуществ компрессионных фитингов «FIRAT» следует также отметить следующие:
· герметичность соединения;
· при монтаже не требуются дополнительные расходные материалы;
· высокая геометрическая точность фитингов обеспечивает точный и надежный монтаж;
· долговечность и механическая прочность;
· #1074;ысокая коррозионная стойкость.
Одной из особенностей металлопластиковых труб марки «TIG » является то, что для монтажа инженерных трубопроводных систем не возбраняется использование совместно с ними фитингов других производителей.
Для герметизации соединений в латунных фитингах и других соединительных устройствах применяется кольца уплотнения из синтетического каучука – материала этилен-пропилен-диен-мономер EPDM. Этот материал в принципе единственный из всех уплотнительных изделий обладает устойчивостью к водяной и воздушной оксидации, устойчивостью к растрескиванию под воздействием озона и незначительными показателями остаточной деформации, позволяющей осуществлять надежную герметичность систем при температурах в диапазоне от -40°С до +130°С.
|
|
|
|
Труборез «TIG» |
Трубогиб «TIG» |
|
Рис.3. Инструмент для монтажа металлопластиковых труб «TIG » |
|


При монтаже трубопроводных коммуникаций из металлопластиковых труб марки «TIG» следует использовать оборудование, специально разработанное в компании «FIRAT». Резку труб лучше всего осуществлять труборезом марки «TIG» (рис.3). Во время монтажа, используя трубогиб (bender) марки «TIG» в несколько шагов можно легко и безопасно согнуть или придать форму моста металлопластиковым трубам (рис.4). Так же гибку металлопластиковых изделий можно осуществить при помощи специальной пружины для сгибания трубы. Для калибровки металлопластиковых труб марки «TIG» после реза следует обязательно применять калибратор. Для холодной опрессовки пресс-фитингов «FIRAT» используется особый обжимной пресс-инструмент, который может быть как ручным – механическим, так и электрического типа, в том числе работающего автономно от своего аккумулятора.
|
|
|
|
|
|
Рис.4. Гибка металлопластиковых труб «TIG » |
|||




Монтаж, в том числе тип соединений, размещение и крепление трубопроводов из металлопластиковых труб марки «TIG» следует выполнять, руководствуясь нормативными документами как европейскими, так и российскими. Так, например, в нормативе СП 41-109-2005 (п.4.1.9) указывается, что системы, как отопления, так и водопровода с использованием пластиковых труб следует прокладывать скрыто. В случае, когда трубы из сшитого полиэтилена замоноличивают в конструкцию стены или пола, за исключением систем напольного отопления, они должны быть заключены в защитную оболочку трубной изоляции, например, из вспененного полиэтилена, полистирола либо какого-то другого материала. При этом подводки и горизонтальные трубопроводы допускается размещать за плинтусами, причем открытые участки трубопровода должны быть закрыты декоративными элементами. Стояки целесообразно размещать в каналах, нишах, бороздах, за декоративными панелями или замоноличивать в стены и перегородки. Кроме того без защитных экранов по СП 41-108-2004 устройство трубопроводов из металлополимерных и/или полимерных труб в местах прямого воздействия ультрафиолетовых лучей не допускается. При осуществлении скрытой прокладки инженерных трубопроводных коммуникаций из металлопластиковых труб марки «TIG» следует предусматривать по СП 31-106-2002 лючки в местах расположения разборных соединений и арматуры. При этом разъемные соединения по СП 40-102-2000 следует предусматривать в местах установки на трубопроводе арматуры, а также в местах подсоединения к оборудованию. Эти соединения должны быть расположены в местах, доступных для возможности демонтажа элементов трубопровода, для выполнения осмотров и ремонта в процессе эксплуатации.
После завершения монтажа полиэтиленовых труб следует заполнить систему и в обязательном порядке выполнить контроль качества инженерной коммуникации. Для исключения гидравлического удара большой силы при заполнении смонтированной системы водой необходимо выпустить воздух в месте, находящемся в самой высокой и в самой удаленной точке системы. Процедура тестирования созданного в собранной системе давления осуществляется по специально установленному контрольному манометру. Технология выполнения тестирования заключается в следующем:
· все краны (клапаны) системы переводятся в закрытое положение;
· для заполнения трубопроводной коммуникации сначала слегка открыть главный кран (клапан) системы;
· выпустить воздух из системы в месте, находящемся в самой высокой и в самой удаленной точке;
· поочередно открыть краны всех участков и в каждом случае провести отдельное тестирование.
При этом контроль наличия или отсутствия падения давления в собранной системе можно произвести двумя способам проверки. Однако при необходимости можно выполнить тестирование смонтированной системы поочередно по обеим технологиям проверки.
По первой технологии проверки собранной системы на герметичность вся трубопроводная коммуникация здания в течение 30 минут подвергается тестированию на предмет утечки при создании давления, превышающем в 1,5 раза допустимое значение. На 10-ой и на 20-ой минутах необходимо отметить наличие или отсутствие падения давления и утечки жидкости. Затем давление вновь увеличивается и в течение 30 минут не должно происходить падения давления более чем на 0,6 бар и утечки жидкости в какой-либо точке системы.
По второму технологическому способу создается давление, превышающее в 1,5 раза допустимое значение, и сохраняется в течение 2 часов. В этом случае не должно произойти падения давления более чем на 0,2 бар либо утечки жидкости в какой-либо точке системы.
Система считается герметичной, если падение давления по манометру не превышает предельные показатели и отсутствует утечка жидкости. В ином случае необходимо обнаружить протекающую трубу или соединение и заменить дефектное место трубопровода.
Если после испытаний трубопровода система отопления или водоснабжения не будет использоваться, то в этом случае следует слить воду во избежание застаивания и замерзания в зимний период года. Перед началом эксплуатации вся система труб должна быть подвергнута мойке.
Группа «Рэндстрой» является официальным дистрибьютором продукции “FIRAT” в России.