|
Трубопроводные системы «SANPRESS INOX» из нержавеющей стали, «VIEGA»: технология монтажа |
||
|
Компания-производитель:
|
Страна-производитель: Германия |
Сертификат соответствия РОСС C-DE.AE44.B.00105 ГОССТАНДАРТА РФ Сертификат ISO 9001:2000 |

В компании «VIEGA» для использования в системах транспортировки рабочих сред как жидких, так и газообразных, были разработаны и изготавливаются из нержавеющей стали системные трубы «SANPRESS», монтаж которых осуществляется на основе пресс соединений. Разработанная в компании «VIEGA» система пресс соединений, представляет собой простой и удобный способ соединения труб, как из нержавеющей, так и оцинкованной стали, а также медных труб. Монтаж трубопроводов при помощи пресс фитингов различного типа позволяет уменьшить стоимость и время монтажа. При этом пресс соединения в инженерных коммуникациях различного назначения обладают герметичностью и достаточно высокой надежностью. Следует особо отметить, что все трубы марки «SANPRESS», как любая другая продукция компании «VIEGA», прошли проверку на герметичность.
В компании «VIEGA» тонкостенные водопроводные трубы общего назначения из нержавеющей стали марки «SANPRESS» изготавливаются с неизолированной внутренней и наружной поверхностью отрезками длиной б метров следующих видов:
· модель 2203 из нержавеющей стали DIN 1.4401 марки X5 CrNiMo17-12-2, в составе которой 2,3% молибдена – труба общего сантехнического назначения;
· модель 2204 из нержавеющей стали DIN 1.4520 марки X2CrTi17 – труба, предназначенная для применения в технологических трубопроводах промышленных предприятий;
· модель 2205 из нержавеющей стали DIN 1.4521 марки Х2 CrMoTi18-2 – труба общего сантехнического назначения, в том числе для систем питьевого водоснабжения.
Водогазопроводные тонкостенные трубы круглого сечения «SANPRESS» моделей 2203, 2204 и 2205 в компании «VIEGA» изготавливают согласно DIN 1988 по технологии лазерной сварки, в результате которой образуется узкий сварной шов. Это в свою очередь сказывается на качестве конечного продукта – трубы, поскольку изделие с тонким швом имеет меньшую шероховатость внутренней поверхности, прочнее по конструкции, надежнее в эксплуатации и меньше подвержено коррозийным процессам. При этом срок эксплуатации труб и пресс-фитингов «VIEGA» из нержавеющей стали составляет более 50 лет.
Тонкостенные трубы марки «SANPRESS», как правило, используются в разработанных специалистами компании трубопроводных системах «SANPRESS INOX» и «SANPRESS INOX G». Благодаря наличию в компании «VIEGA» довольно широкого и практичного ассортимента продукции из нержавеющей стали как труб, так и комплектующих изделий-фитингов имеется возможность реализовать практически любые инженерные проекты в гражданском строительстве или в промышленности. Универсальная продукция компании «VIEGA» оптимально подходит для устройства следующих инженерных коммуникаций:
· систем водоснабжения горячей и холодной питьевой водой;
· систем отопления;
· систем распределения природного и сжиженного газа;
· солнечных энергетических установок;
· систем сбора и использования дождевой воды;
· систем промышленного назначения различных технологических линий.
В системах отопления при возникновении каких-либо экстремальных условий, когда материал и техника подвергаются самым высоким нагрузкам, трубы марки «SANPRESS» показали высокую работоспособность и надежность. Однако абсолютная надежность требуется при транспортировке природного или сжиженного газа и тонкостенные трубы и фитинги из нержавеющей стали отлично справляются с этой задачей при устройстве газопроводных систем «SANPRESS INOX G» по DVGW-AB G260. Кроме того, нержавеющая труба стандартных размеров от 15 до 54 мм, обычно используемая для отопления, может быть применена для устройства трубопроводов транспортировки жидкого топлива и дизельных систем по общему допуску Стройнадзора Z-38.4-71.
Следует особо отметить, что применение трубопроводной системы «SANPRESS INOX» допускается исключительно в соответствии c ее предназначением. При выборе каких-то других областей, которые не обозначены в инструкциях по применению труб и фитингов компании «VIEGA» из нержавеющей стали, производитель рекомендует получить одобрение в представительстве компании на использование труб и комплектующих изделий для всех потребных в конкретном случае вариантов.
В трубопроводных системах «SANPRESS INOX» и «SANPRESS INOX G» тонкостенные нержавеющие стальные трубы компании «VIEGA» марки «SANPRESS» рассчитаны на следующие параметры:
· номинальная температура рабочей среды составляет 85°С;
· максимально допустимая кратковременно температура рабочей среды – не более 110°С;
· номинальное рабочее давление – не более 16 бар.
При устройстве любых систем трубопроводная продукция «VIEGA» гарантировано обеспечит быструю, надежную, но при этом качественную и долговечную инсталляцию выбранного оптимального решения и техники монтажа. Это, прежде всего, обусловлено тем, что для каждой трубопроводной пресс-системы из нержавеющей стали компания «VIEGA» предлагает полный ассортимент, как системных труб «SANPRESS серии 2200, так и комплектующих изделий – оригинальных пресс-фитингов «SANPRESS INOX» серии 2300. Это обычной набор таких фитингов для пресс-соединений, как тройники, муфты, переходники, уголки, отводы, обводы, компенсаторы и заглушки, а также запорно-регулирующая арматура – все без чего не обходится ни одна инженерная трубопроводная коммуникация. Нужно отметить, что для устройства систем газоснабжения в компании «VIEGA» изготавливаются пресс фитинги марки «SANPRESS INOX G».
Диапазон размеров тонкостенных водопроводных труб марки «SANPRESS» составляют изделия наружным диаметром от 15 мм до 108 мм, включая промежуточный диаметр 64 мм. При этом системные фитинги «SANPRESS INOX»/«SANPRESS INOX G» подразделяются на два типоразмера:
· стандартных размеров – «SANPRESS INOX»/«SANPRESS INOX G» для труб наружного диаметра 15-54 мм;
· размеров «XL» – «SANPRESS INOX XL»/«SANPRESS INOX G XL» для труб наружного диаметра 64-108 мм.
Внутри фитингов марки «SANPRESS INOX», предназначенных для систем водоснабжения и автономного отопления находятся резиновые кольца EPDM черного цвета из этилен-пропилен-диенового каучука, которые предназначены для уплотнения пресс-соединений. Кольца EPDM выдерживают температуры до 110°С, однако применение колец в системах транспортировки скипидара, бензина, углеводородных растворителей и других аналогичных жидкостей – недопустимо.
Внутри фитингов марки «SANPRESS INOX», предназначенных для устройства отопительных систем центрального теплоснабжения, а также гелиоустановок, установлены уплотнительные кольца марки «FKM» красного цвета из фтористого каучука. Рабочая температура фасонного уплотнительного элемента находится в пределах от -20 до +200°С. В трубопроводных системах центрального отопления медные трубы и пресс-фитинги «SANPRESS INOX» компании «VIEGA» рассчитаны на следующие параметры:
· максимальная температура рабочей среды не более 140°С;
· максимальное давление транспортируемой среды не более 16 бар.
Внутри фитингов марки «SANPRESS INOX G», которые применяются в газовых трубопроводных системах и трубопроводах жидкого топлива находятся кольца из полимерного материала HNBR (гидрированный акрил-нитрил-бутадиеновый каучук) желтого цвета. Эти кольца стойки: к алифатическим углеводородам, например минеральным маслам, в том числе гидравлическим и смазочным, бензинам, пропану, бутану; воде до температуры 60°С, а специальные кольца до 100°С; смесям полигликоля с водой; разведенным кислотам и щелочам, имеющим не слишком высокие температуры. В тоже время они не стойки к ароматическим и хлорированным углеводородам, эфирам и полярным растворителям.
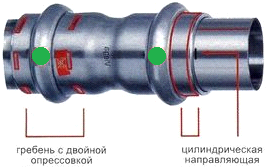
Для удобства монтажа пресс-фитинги оснащены цилиндрической направляющей, которая расположена перед гребнем с уплотнительным элементом из EPDM (FKM, HNBR). Цилиндрическая направляющая при сборке пресс-соединения позволяет предотвращать перекосы труб с повреждением при этом кольца EPDM (FKM, HNBR) уплотнения. Кроме того все пресс-фитинги из нержавеющей стали, изготавливаемые в компании «VIEGA», имеют так называемый контур безопасности «SC-CONTUR» – микро паз внутри фитинга. Если в процессе монтажа трубопровода фитинг опрессовали неправильно или вовсе забыли опрессовать, то в процессе гидравлического испытания при создании давления из такого неопрессованного соединения потечет вода. В ходе пневматического испытания (сухим способом – сжатым воздухом) на манометре будет видно падение давления.
Трубы и пресс-фитинги систем «SANPRESS INOX» и «SANPRESS INOX G» имеют отличительную маркировку в виде зеленой полосы на трубах и зеленых точках на выпуклости гребня пресс фитинга для систем общего назначения и желтых точек на пресс-фитингах для применения в системах газоснабжения (рис.1). Нужно обратить на эту маркировку особое внимание, чтобы не перепутать пресс-фитинги «SANPRESS INOX» и «SANPRESS INOX G» между собой. Кроме того при невнимательности можно перепутать трубы системы «SANPRESS INOX» или «SANPRESS INOX G» со стальными пресс фитингами и трубами системы «PRESTABO», которые поставляются также номинальными наружными диаметрами от 15 до 108 мм. Однако эти изделия изготавливают из нелегированной стали, оцинкованной снаружи гальваническим способом толщиной слоя 8-15 микрон, и не применяются для питьевого водоснабжения. Пресс-фитинги и трубы системы «PRESTABO» имеют отличительную маркировку в виде красной полосы на трубе и красной точки на фитинге.
Многообразие моделей системных труб «SANPRESS» серии 2200 и пресс-фитингов «SANPRESS INOX» серии 2300 подтверждает свою практичность при устройстве различных инженерных трубопроводных коммуникаций. Подключение труб из нержавеющей стали к различным агрегатам, арматуре, водяным фильтрам и измерительным приборам, имеющим резьбовые выходы, можно выполнить благодаря наличию концевых переходников «SANPRESS INOX», что позволяет экономить время при монтаже систем. У таких переходников с одной стороны имеется раструб для пресс-соединения, а с другой наружная (модель 2311) или внутренняя (модель 2312) резьба. Модель 2315.5 – это не имеющие упора в середине конструкции корпуса надвижные или иначе подвижные муфты «SANPRESS INOX», которые даже в самых узких местах позволяют быстро и без труда выполнить все варианты пресс соединений. Перед монтажом на трубе маркером отмечается глубина установки муфты, которую затем частично или полностью натягивают на трубу. После установки трубы по месту муфта перемещается на соединяемую трубу, до появления обозначенного маркером места, а затем производится холодная опрессовка соединения.
Пресс фитинги и трубы из нержавеющей стали систем «SANPRESS INOX» и «SANPRESS INOX G» вполне соответствуют всем требованиям, предъявляемым в настоящее время к трубопроводной продукции. Они широко применяются при устройстве различных инженерных систем и оборудования, когда предъявляются жесткие требования к качеству применяемых материалов. Следует отметить, что пресс фитинги «SANPRESS INOX» и «SANPRESS INOX G» из нержавеющей стали обладают целым набором функциональных преимуществ и присущих только им технических свойств:
· двойная опрессовка;
· цилиндрическая направляющая;
· уплотнительный элемент;
· быстрый монтаж с помощью пресс инструмента;
· контур безопасности «SC-CONTUR»;
· отличительная маркировка;
· устойчивость к давлению рабочей среды (жидкости или газа);
· устойчивость к высоким температурам рабочей среды.
Следует отметить, что на заводе-изготовителе с обоих концов труб установлены пластмассовые защитные колпаки, которые предназначены для предотвращения попадания частиц пыли и других загрязнений на внутреннюю поверхность изделий при хранении и транспортировке. При этом цвет защитных колпаков на концах труб соответствует назначению тонкостенной трубы из нержавеющей стали. Так, например, цвет заглушек желтого цвета говорит о том, что эта труба предназначена преимущественно для устройства систем газоснабжения. Производитель рекомендует заглушать защитными пластмассовыми колпаками, пусть даже и кратковременно, при монтажных работах также и обрезки труб, чтобы они на стадии строительства были защищены от загрязнения. Только в таком случае будут соблюдены высокие требования к гигиеничности систем питьевой воды в жилых домах, больницах и гостиницах.
Монтаж трубопроводов, выполняемый тонкостенными трубами марки «SANPRESS» с использованием пресс-фитингов «SANPRESS INOX» из нержавеющей стали, довольно прост и выполняется по технологии «холодной» опрессовки соединяемых изделий – трубы и фитинга. Опрессованные соединения на весь дальнейший срок эксплуатации являются неразъемными, в том числе на силовое растяжение.
|
а) |
б) |
|
|
|
Рис. 1. Пресс-фитинговое соединение:
а) пресс-инструмент; б) соединение трубопроводов при помощи муфты.
|
|

При монтаже трубопроводов применяется специально разработанный и изготовленный в компании «VIEGA» пресс-инструмент, например марки «PRESSGUN 5», который производительнее, а главное удобнее прочих аналогов. Питание инструмента можно осуществить от обычной электросети. Если поблизости нет розеток электропитания, то монтаж можно выполнять с использованием работы пресс-инструмента в режиме от встроенного аккумулятора. Пресс-инструмент марки «PRESSGUN 5» позволяет за один рабочий шаг в течение 3-4 секунд опрессовывать трубопроводные соединения диаметрами от 15 до 108 мм. При этом универсальные пресс губки инструмента подходят для монтажа всех пресс систем, разработанных в компании «VIEGA». Поскольку нет пайки-сварки и связанных с ними проблем, то сокращается и время монтажа, обеспечивая при этом высокое качество, абсолютную надежность и герметичность соединения.
Следует отметить, что пресс инструмент компании «VIEGA» рассчитан-разработан так, что фитинги систем «SANPRESS INOX» и «SANPRESS INOX G» за один прием опрессовываются в двух местах: перед гребнем и за ним. Таким образом, происходит двойная опрессовка трубного соединения, а это означает двойную надежность и безопасность при возможных максимальных нагрузках в трубопроводных системах.
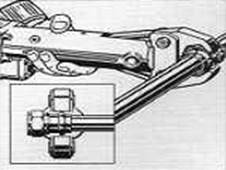
В общем случае процесс пресс соединения трубопроводов из нержавеющей стали осуществляются в следующей последовательности (табл.1).
Таблица 1.
|
|
|
|
|
Отпилить трубу под прямым углом специальным труборезом или пилой по металлу с мелкими зубьями. |
Специальным приспособлением необходимо избавится от грата, заусенец снаружи и внутри трубы. |
Убедиться в верном положении уплотнительного кольца EPDM или HNBR. |
|
|
|
|
|
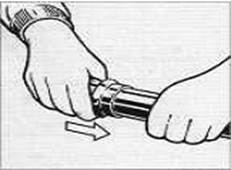
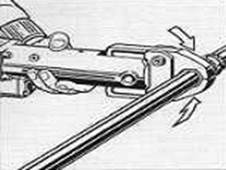
Немного поворачивая, вставить нержавеющий фитинг в трубу пока он не упрется в ограничитель. |
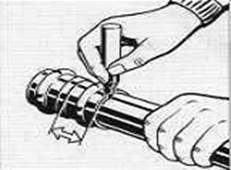
Нанести на трубу маркером метку величины (глубины) вставленной трубы. |
Прикрепить к пресс-инструменту необходимые пресс-клещи и зафиксировать фиксатором. |
|
|
|
|
|
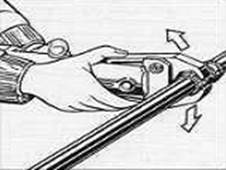
Разжать пресс-клещи на необходимую величину и под углом 90° обхватить пресс-фитинг. |
Совершить опрессовку фитинга и трубы (до щелчка). |
После завершения опрессовки разжать клещи в ручную, если на инструменте отсутствует «откат». |
|
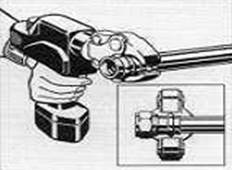
В результате опрессовки пресс-фитинги должны плотно сидеть на трубе. |
||
|
|
|
|
|
Для аккумуляторного инструмента порядок действия аналогичный |
||






Примечание.
1. Резку стальных труб на мерные отрезки следует выполнять при помощи ножовок по металлу, роликовых труборезов или электропил. Угловые шлифовальные машины использовать для резки труб не допускается.
2. После выполнения реза нужно снять грат (заусенцы) как изнутри, так и снаружи концов трубы и только затем выполнить пресс-соединение.
3. Применение смазочных материалов для посадки фитинга на трубу не допускается.
4. Для пресс-соединений применяемых в системах газопроводов применять только фирменные фитинги марки «Sanpress Inox G» с уплотнительными кольцами из HNBR.
5. При обхвате пресс-инструментом фитинга под углом 90°, следует визуально убедиться в правильности посадки клещей на фитинг.
Трубы из нержавеющей стали при необходимости допускается гнуть до диаметра 28 мм с помощью специального трубогибочного инструмента и только холодным способом. Нагревание труб перед или во время гибки не допускается. Минимальный радиус изгиба для стальных труб равен 3,5 диаметрам DN трубы (R = 3,5 × d). Нужно помнить, что после гибки трубы, должен остаться участок достаточной длины для выполнения последующего пресс-соединения.
При монтаже трубопроводов из нержавеющей стали необходимо выдерживать интервалы между креплениями труб (табл.2).
Таблица 2.
|
Расстояния между креплениями для труб из металлов |
|||||||||||
|
Наружный диаметр труб, мм |
15 |
18 |
22 |
28 |
35 |
42 |
54 |
64 |
76,1 |
88,9 |
108,0 |
|
Интервал между креплениями труб, м |
1,25 |
1,50 |
2,00 |
2,25 |
2,75 |
3,00 |
3,50 |
4,00 |
4,25 |
4,75 |
5,00 |
Для выполнения качественных пресс-соединений необходимо минимальное пространство для установки пресс-инструмента в рабочее положение. Ввиду имеющихся различий в конструкциях, в том числе в габаритных размерах между электрическим и аккумуляторным инструментом, следует руководствоваться таблицей №3, при выборе минимального монтажного пространства.
Таблица 3.
|
Выполнение пресс соединений между трубами |
||||||||||||
|
Диаметр трубы, мм |
Пресс-инструменты с разными габаритными размерами |
|||||||||||
|
тип «PRESSGUN» 4Е (тип РТ 2 и РТ 3-ЕН), 4В (РТ 3-АН) |
тип «PICCO» |
|||||||||||
|
расстояние, мм |
расстояние, мм |
|||||||||||
|
до конструкции |
до соседних труб |
до конструкции |
до соседних труб |
|||||||||
|
12 |
20 |
50 |
25 |
55 |
||||||||
|
15 |
20 |
50 |
25 |
60 |
||||||||
|
18 |
20 |
55 |
25 |
60 |
||||||||
|
22 |
25 |
60 |
25 |
65 |
||||||||
|
28 |
25 |
70 |
25 |
65 |
||||||||
|
35 |
30 |
85 |
– |
– |
||||||||
|
42 |
45 |
100 |
– |
– |
||||||||
|
54 |
50 |
115 |
– |
– |
||||||||
|
Выполнение пресс соединений между трубой и стеной |
||||||||||||
|
диаметр трубы, мм |
Пресс инструменты с разными габаритными размерами |
|||||||||||
|
тип «PRESSGUN» 4Е (тип РТ 2 и РТ 3-ЕН), 4В (РТ 3-АН) |
тип «PICCO» |
|||||||||||
|
расстояние, мм |
расстояние, мм |
|||||||||||
|
до стены (пола) |
до стены |
до трубы |
до стены (пола) |
до стены |
до трубы |
|||||||
|
12 |
25 |
40 |
65 |
30 |
40 |
65 |
||||||
|
15 |
25 |
40 |
65 |
30 |
40 |
70 |
||||||
|
18 |
25 |
40 |
75 |
30 |
40 |
70 |
||||||
|
22 |
30 |
40 |
80 |
30 |
40 |
75 |
||||||
|
28 |
30 |
50 |
85 |
30 |
40 |
80 |
||||||
|
35 |
50 |
50 |
95 |
– |
– |
– |
||||||
|
42 |
50 |
70 |
115 |
– |
– |
– |
||||||
|
54 |
55 |
80 |
140 |
– |
– |
– |
||||||
|
Необходимые расстояния для выполнения пресс соединений |
||||||||||||
|
диаметр трубы, мм |
Натяжные пресс клещи XL для систем SANPRESS XL |
|||||||||||
|
расстояние между трубами, мм |
расстояние между трубой и стеной, мм |
|||||||||||
|
до конструкции |
до соседних труб |
до конструкции |
до соседней трубы |
до конструкции |
||||||||
|
64,0 |
90 |
185 |
90 |
185 |
130 |
|||||||
|
76,1 |
90 |
185 |
90 |
185 |
130 |
|||||||
|
88,9 |
100 |
200 |
100 |
200 |
140 |
|||||||
|
108,0 |
110 |
215 |
110 |
215 |
155 |
|||||||
|
Минимальные расстояния при выполнении пресс соединений между трубами |
||||||||||||
|
диаметр трубы, мм |
Опрессовка при помощи обжимных цепей для систем SANPRESS INOX XL, PRESTABO XL и PROFIPRESS |
|||||||||||
|
расстояние между трубами, мм |
расстояние между трубой и стеной, мм |
|||||||||||
|
до конструкции |
до соседних труб |
до конструкции |
до соседней трубы |
до конструкции |
||||||||
|
64,0 |
110 |
185 |
110 |
185 |
130 |
|||||||
|
76,1 |
110 |
185 |
110 |
185 |
130 |
|||||||
|
88,9 |
120 |
200 |
120 |
200 |
140 |
|||||||
|
108,0 |
135 |
215 |
135 |
215 |
155 |
|||||||
При проектировании и осуществлении монтажа трубопроводов систем отопления и горячего водоснабжения, а также каких-то других систем, транспортирующих высокотемпературную рабочую среду, нужно принимать в расчет тепловое удлинение труб, в том числе и из нержавеющей стали. Так, например, при креплении труб к конструкционным элементам здания необходимо обеспечить возможность для изменения длины трубопроводов при тепловом расширении материала. Это особенно касается таких участков как повороты и разветвления трубопровода. При этом участки с неподвижным креплением труб размещают так, чтобы возникающие в ней из-за теплового расширения механические напряжения максимально сглаживались. Участки скользящего крепления труб располагают так, что бы обеспечить минимально необходимую длину изгибаемого плеча.
Величина теплового удлинения трубопровода зависит, прежде всего, от материала из которого изготовлены трубы. Эту величину учитывает коэффициент расширения материала при нагревании, который для труб из нержавеющей стали равен 0,0165 мм/(м·°С). Кроме того при расчете удлинения трубопроводов следует учитывать перепад температур: во время монтажа системы и расчетной для рабочей среды. Чтобы предварительно рассчитать абсолютное удлинение трубопровода, например, после ввода его в эксплуатацию, используют простую формулу:
∆L = λ × L × (Tр/с – T).
Где:
· ∆L – удлинение участка трубопровода, мм;
· λ – коэффициент расширения (удлинения) трубы, мм/(м×°С);
· L – длина участка трубопровода, м;
· Tр/с – расчетная или фактическая температура рабочей среды;
· T – температура в помещении во время монтажа.
Так например если во время монтажа системы отопления температура в помещении была +5°С, а планируемая температура рабочей среды +95°С, то при длине трубопровода 20 метров получаем величину его удлинения – 30 мм:
∆L = λ × L × (Tр/с – T) = 0,0165×20×(95-5) = 29,7 мм.
Таким образом, нужно будет предусмотреть компенсацию увеличения длины трубопровода на 30 мм.
Во многих случаях для компенсации теплового удлинения труб можно использовать эластичность самого трубопровода. Для этого в местах ответвлений труб требуется правильно расположить точки крепления хомутов, чтобы обеспечивалась достаточная гибкость данного участка инженерной коммуникации.
Если прокладка трубопровода не позволяет компенсировать удлинение трубы в достаточной для этого мере, то следует установить специальное изделие. Так, например, это может быть компенсатор сильфонного типа, а при наличии достаточного монтажного места, можно применить компенсаторы «П-образного» типа.
При выполнении скрытого монтажа трубопроводов горячего водоснабжения и отопления в толще строительных конструкций, следует обеспечить возможность свободного теплового удлинения труб, без передачи на строительные конструкции возникающих при этом нагрузок и напряжений. При этом не рекомендуется заделывать трубы штукатурным раствором. Обеспечить потребное пространство для теплового расширения можно за счет того, что трубы размещаются в эластичный материал достаточной для компенсации удлинения трубы. То же самое касается заполнения таким же эластичным материалом сквозных отверстий в стенах, через которые проходят трубопроводы, если в них не предусмотрено специальных точек крепления. Особенно тщательно необходимо изолировать тройники, крестовины и отводы.
После выполнения монтажа производят испытание собранной системы на герметичность, которое можно выполнить двумя способами:
· пневматическим «сухим» способом;
· гидравлическим способом.
Контур безопасности «SC-Contur», при проведении в смонтированных водопроводно-отопительных системах «Sanpress Inox» испытаний пресс-соединений на герметичность, гарантирует обнаружение не обжатых соединений. Причем негерметичность пресс-соединений обнаружится как при пневматическом, так и при гидростатическом способе испытаний. При гидростатическом способе испытаний необжатые детали можно обнаружить при создании давления в диапазоне от 1 до 6,5 бар, а при пневматическом способе испытаний – в диапазоне от 22 мбар до 3 бар.
При гидравлическом способе продолжительность периода испытания системы на герметичность должна быть не менее 30 минут при давлении 110 мбар и объеме жидкости в трубопроводах до 100 литров. При большем количестве жидкости в системе время испытания на каждые последующие 100 литров объема продляют на 10 минут.
При пневматическом «сухом» способе продолжительность периода ускоренного испытания системы на герметичность должна быть не менее 10 минут при создании давления до 3 бар.
Следует отметить, что испытание смонтированной системы на герметичность пневматическим способом предпочтительнее, если дальнейшую эксплуатацию инженерной коммуникации планируют начать через какой-то неопределенный период времени.
Группа «Рэндстрой» является официальным дистрибьютором продукции компании «VIEGA GMBH&CO.KG» в России.